
В статье систематизирован опыт нефтесервисной компании «БурСервис» в области ремонта, модернизации, импортозамещения, а также локализации ремонта деталей импортного оборудования. Рассмотрены основные трудности, возникающие на этапе конструкторско-технологической подготовки, и представлены известные процессы для их преодоления.
Введение
В данное время для обеспечения бесперебойной работы предприятий, использующих импортное оборудование, остро стоит вопрос о своевременном ремонте оборудования, а также в своевременной его модернизации для обеспечения конкурентоспособности выполнения работ. В процессе реализации таких работ возникают трудности с отсутствием запчастей и аналогов оборудования на внутреннем рынке, дороговизна и большие сроки введения аналогов, технологические проблемы в изготовлении запчастей и др. Данные факторы увеличивают простои и непроизводственное время.
В статье предлагается обзор возникающих проблем при поддержании узлов импортного оборудования в рабочем и актуальном состоянии и описание путей по решению данных проблем компанией, оказывающей комплекс нефтесервисных услуг. Значимость данного обзора состоит в систематизации и адаптации известных методов по контролю, проектированию, разработке и измерению к новым экономическим реалиям и специфике нефтегазового машиностроения.
Измерения в «полевых» условиях, или 3D-сканер как универсальный измерительный инструмент
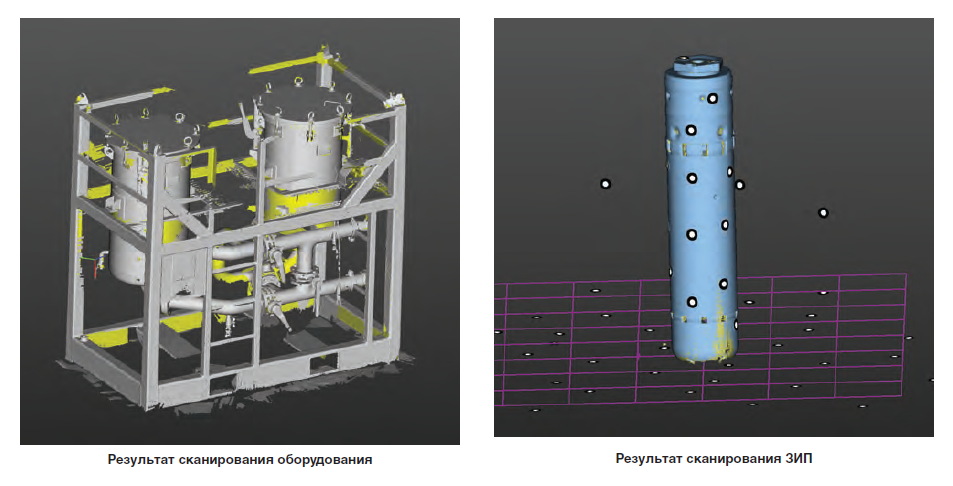
В процессе ремонта или локализации производства запчастей старого импортного оборудования компании часто требуется производить замеры. Замеры производятся как геометрии деталей, так и твердости, химического состава. Рассмотрим средства измерения именно геометрических характеристик, так как развитие оптических средств измерения привело к созданию универсальных, точных инструментов, а именно – ручных 3D-сканнеров, работающих по методу триангуляции структурированной подсветкой [1, 2]. Один из таких сканеров был внедрен в ООО «БурСервис» для реализации проектов по ремонту и модернизации оборудования и, как показывает практика, отлично себя зарекомендовал.
Основная проблема состояла в том, что исторически на производственных площадках предприятия, в том числе у заказчиков, нет полного набора измерительного инструмента для контроля изделий. На площадках расположены только конкретные, зачастую специальные, средства измерения для выполнения операций, закрепленных за данной площадкой и рабочим местом. Но когда возникала необходимость ремонта выходящего из строя оборудования, в модификациях, то выяснялось, что средств измерения для осуществления операций по сбору информации о геометрии детали критически не хватало. 3D-сканер позволяет закрыть потребности в измерениях. Далее рассмотрены преимущества применения 3D-сканера по сравнению со стандартными методами контроля.

- Универсальность
Универсальность заключается в том, что сканер может производить замеры охватываемых размеров, охватывающих, угловых, профилей заданного сечения и прочие. Ключевым ограничением в данном случае будут габаритные размеры исследуемого объекта, наличие острых граней. Традиционные методы измерения позволят измерить эти поверхности, но зачастую требуются специальные методы измерения по типу калибров или замеров проектором/измерительным микроскопом по слепку. - Меньше требований к оснастке
Для таких традиционных средств измерения, как нутромеры, микрометры, глубиномеры, кронциркули и прочих требуются дополнительные средства для настройки, съема размеров, поверки, расширения диапазона измеряемой величины. В случае с 3D-сканером, дополнительно требуются: светоотражающие метки, поверочная плита, матирующий спрей и сеть 230В, 50Гц. А как правило, в полевых условиях наличие электропитания обеспечить проще, чем доступ к специализированному измерительному инструменту. Метки с поверочной плитой достаточно легкие и умещаются в один кейс со сканером, а матирующий спрей – один из самых распространенных расходников ввиду применения в качестве него проявителя для капиллярной дефектоскопии. - Уменьшение номенклатуры измерительных приборов
Согласно двум предыдущим пунктам, применение 3D-сканера сильно разгружает номенклатуру применяемых средств измерения, оснасток, поверочных средств, инструментов для настройки и калибровки измерительного инструмента. Это особенно критично в условиях выездных замеров, так как уменьшается багаж и количество согласований на провоз своего инструмента на объект заказчика. - Цифровое «3D-фото» измеряемого объекта
При замерах требуется получить полную информацию о конструкции изделия. Можно добиться этого при помощи подробных эскизов и фотографий. Создание эскизов– процесс трудоемкий, поэтому в эскизах в основном отображают основные необходимые размеры, а второстепенные размеры (притупления, технологические элементы, размеры, образованные инструментом и прочие) можно запечатлеть на фото. Фото имеют несколько недостатков – перспектива, искажение линзы, отображение только двух измерений, которые мешают получить сведения об измеряемом объекте. А ограничение фотосъемки на некоторых площадках, где приходится замерять детали, накладывает большие проблемы. Применение 3D-сканера позволяет решить эту проблему, так как получаемое представление модели трехмерно и имеет сравнительно высокую точность – 0,04 мм/м [3]. - Отсутствие человеческого фактора при сохранениях результатов измерений
При переносе замеров на эскиз или в модель специалист может совершить ошибки (забыть отразить замер, ошибиться в цифре, перепутать размеры, забыть обнулить средство измерения, перепутать единицы измерения и др.). Скан решает эти проблемы, так как алгоритм получения цифровой геометрии детали автоматизирован. Ошибки могу возникнуть только при выходе из строя 3D-сканера, а для того, чтобы вовремя обнаружить и устранить проблему, совершаются периодические поверки. Основным «человеческим фактором» в данном случае становится сохранение отсканированного облака точек (совокупность координат точек на поверхности сканируемого объекта, полученных в результате сканирования) в файл после осуществления сканирования.

- Замена литой/3D-печатной детали на деталь, получаемую механической обработкой
Литые или детали, изготавливаемые 3D-печатью, подвергаются последующей обработкой горячего изостатического прессования. Процесс достаточно сложный и дорогой. Принято решение производить детали на обрабатывающих центрах с заменой материала и упрощения конструкции, а свойств оригинального материала (в данном случае – хорошей стойкости к абразивному износу) добиваться применением покрытий. - Замена сварных швов на детали из трудносвариваемой стали
Чтобы минимизировать количество оснастки при изготовлении деталей и увеличить охват возможных поставщиков, в конструкции деталей были заменены элементы, к которым требовалась оснастка для сварки, а также изменен материал на хорошо свариваемый. В особо ответственных деталях материал сохранен, но сварные соединения заменены на резьбовые. - Замена высокоскоростного газопламенного покрытия (далее – HVOF) на керамические втулки
В связи с тем, что технология нанесения газотермического упрочняющего покрытия по ГОСТ отличается от технологии нанесения покрытия HVOF на локализируемых деталях, было решено заменить эти поверхности керамическими втулками. Помимо того, что это решение позволяет убрать сложный технологический процесс нанесения HVOF с применением сложных оснасток, они еще и увеличивают срок службы упрочненной поверхности за счет отсутствия коррозии под втулкой в черных металлах. При применении упрочняющего покрытия, черный металл под таким покрытием начинает коррозировать и слой упрочняющего покрытия начинает отходить от основного металла. Посадочные поверхности керамических втулок можно защитить от коррозии применением резиновых уплотнительных колец или установкой втулки на клей для цилиндрических соединений. - изменение угла проекции;
- перевод размеров из дюймов в миллиметры;
- замену условных обозначений и допусков на аналогичные в ЕСКД.
- функциональное назначение и принцип работы детали в изделии;
- рабочие механические нагрузки (растяжение, сжатие, изгиб, удар);
- условия эксплуатации (температура, давление, наличие абразивных частиц, взаимодействие с агрессивными средами).
- Химический состав. Производится поэлементный анализ (C, Si, Mn, Cr, Ni, Mo и т.д.). Допуски по содержанию элементов в российских аналогах должны быть сопоставимы с оригиналом.
- Механические и физические свойства. Сравнение по всем ключевым-критическим параметрам, определенным на первоначальном этапе. Учитываются свойства в состоянии поставки и после возможной термообработки или химико-термической обработки. Оцениваются свойства материала в сочетании с нанесенными износостойкими и(или) упрочняющими покрытиями.
- Оценки технологичности. Сравнивается насколько легко материал будет обрабатываться на имеющемся собственном производственном оборудовании, и на оборудовании поставщиков. Проблема российского машиностроения заключается в том, что малые предприятия, которые готовы производить детали небольшими партиями, не всегда обладают технологическим оборудованием для полного цикла производства деталей, при этом имеющееся оборудование и компетенции персонала не всегда позволяют производить обработку разнообразных материалов. Кооперация малых предприятий с разным набором компетенций могла бы улучшить ситуацию, но это направление находится сейчас только еще в начальной стадии развития. Таким образом, уровень развития российского машиностроения накладывает свои технологические ограничения при подборе аналога, которые требуется учитывать.
- Экономический анализ. Сравниваются аналоги по стоимости, по наличию и доступности на российском рынке, по срокам поставки и по минимальной партии. Учитывается дополнительная обработка (термическая, нанесение различных покрытий, механическое упрочнение и т.д.), разная трудоемкость аналогов. В данном случае, ограничением является особенность российского рынка металлопроката: крупные металлургические компании ориентированы на крупные поставки востребованных на рынке марок сталей и типоразмеров сортамента. Минимальная плавка у большинства российских компаний составляет 5 тонн металлопроката требуемой марки стали. Поэтому не все марки материалов, представленные в национальных российских стандартах, можно найти и приобрести малыми партиями для изготовления опытного образца.
- Revopoint. Revopoint – Brochure Collection 2025 V2.0: Photommetric Metrology and 3D Scanning solutions. – Xi'an: Revopoint 3D Technologies Inc., 2025. – 20 p.
- Дюжев В.С. 3D-сканеры. История и применение // Мир измерений. – 2021. – №4. – С. 14–18. – ISSN 1813-8667. – Учредители: ООО РИА «Стандарты и качество», Общероссийская общественная организация «Всероссийская организация качества».
- Инструкция пользователя 3D-сканера Scanform HL12L5 [Текст] / ООО «Сканформ». – М.: Сканформ, 2020. – 32 с.
- ГОСТ 2.307-2011. Единая система конструкторской документации (ЕСКД). Нанесение размеров и предельных отклонений. – Введ. 2012-07-01. – М.: Стандартинформ, 2012. – 36 с.
- ASME Y14.5M-1994. Dimensioning and Tolerancing. – New York: The American Society of Mechanical Engineers, 1994. – 142p.
- ASME B1.5-1997. Acme Screw Threads – General Purpose. – New York: The American Society of Mechanical Engineers, 1997. 22 p.
- ASME B1.8-1988. Stub Acme Screw Threads – General Purpose (inch). – New York: The American Society of Mechanical Engineers, 1988. – 16 p.
- Explorer 5000XRF. Руководство по эксплуатации [Текст] / ООО НПХ «УСПС»; Jiangsu Skyrar Instrument Co., Ltd. – Челябинск: УСПС, 2020. – 45 с.
Замена технологического процесса изменениями в конструкции – для изготовления запасных частей на локальных производствах
В процессе организации работ по локализации производства запасных частей оборудования возникла такая проблема: невозможность изготовления деталей в России по рыночной цене. Основная причина – нет технологии в широком применении, а на производствах, где есть возможность изготовления по данной технологии, стоимость данных деталей выше рыночной (если сравнивать с КНР, Индией, Вьетнамом).
Эффективным решением такого рода проблем стали изменения в конструкции деталей, чтобы в производстве отсутствующие технологии не применять. В данном случае, очень важным является анализ конструкции и непосредственного назначения детали, ее функция, анализ рабочих поверхностей и свободных, для обеспечения полной взаимозаменяемости и корректной работы. Ниже приведены некоторые примеры таких корректировок геометрии модели.
Вариант с заменой конструкции не всегда применим. В таком случае производится закупка по нерыночной локальной цене или в зарубежных странах.
Проектирование деталей без собственного производства
При разработке ремонтных чертежей, конструкция и технология изготовления должны быть максимально приближены к оригинальным деталям. При разработке новых деталей и машин обычно ограничения задаются собственным производством. ООО «БурСервис» является сервисной компанией и имеет на данный момент только ремонтное производство (на февраль 2026 года). В связи с этим при проектировании деталей перед конструкторами не стоят технологические ограничения собственного производства, возможно проектирование любой возможной конструкции, а основная проблема будет в стоимости изделия и в долгом поиске поставщиков. Поэтому при разработке целесообразно придерживаться принципа минимального жизнеспособного продукта.
Такой подход позволяет воспользоваться услугами более широкого круга поставщиков. Причем, если от достаточно сложных деталей поставщики отказываются, не рассматривая упрощение конструкции, то при обратной ситуации, когда изначально имеется запрос на изготовление максимально упрощенной детали, поставщик самостоятельно предлагает изменить конструкцию для оптимизации производства, так как обладает оборудованием и технологиями. Данные оптимизации (изменение моделей, материала, техпроцесса и прочее) производит сам поставщик, что способствует дополнительной экономии времени.
Этот принцип не подразумевает упрощение конструкции за счет ее функциональных качеств. Если от детали требуются характеристики, зависящие от сложной геометрии, то изменения упрощения не производятся.
Проблемы заказа деталей одновременно в России и за границей из-за разницы стандартов проектирования
Так как не все разработанные предприятием изделия можно заказать в России, конструкторская документация подготавливается в двух форматах – ANSI и ГОСТ ЕСКД [4]. Вариант с чертежами ANSI был выбран из-за используемого оборудования, все размерные цепи которого выполнены в дюймовой системе. Новые изделия присоединяются к соответственным дюймовым ответным размерам, должны вписываться в дюймовые габариты. Однако при попытке параллельно размещать заказы на российских предприятиях по таким чертежам возник ряд затруднений: некоторые производители сталкиваются со сложностями при чтении документации, выполненной по американским стандартам.
Причины проблем разнообразные: недостаточное знание английского языка, отсутствие опыта работы с дюймовыми размерами и зарубежными марками материалов, а также ограниченный доступ к американским стандартам. Поэтому перед размещением заказа часто требуется адаптировать чертежи ANSI, чтобы снизить вероятность ошибок при их использовании на российском производстве.
Основные корректировки включают:
Исправление угла проекции – первая критически важная правка, так как не позволит произвести зеркальную деталь. Перевод размеров также предотвращает ошибки при переводе размеров поставщиком, так как все производители округляют по-разному, кто-то пишет на чертежах переведенные размеры до микрон, другие же смело округляют на десятки до «красивого» размера, не имея представления об ответной детали. Остальные детали на чертежах принято оставлять, так как с развитием больших языковых моделей информация из закрытых стандартов (таких как Dimensioning and Tolerancing [5]) доступна большему числу человек, чем только купившим документ этих стандартов. Также эти модели при соответствующем запросе могут вывести пояснения к требуемому пункту технических требований, заметок и указаний на выносках.
Особенности выбора и обоснования материалов при ремонте и модернизации оборудования
Подбор материалов-аналогов для деталей оборудования – это критически важный и сложный процесс при ремонте и модернизации. На первоначальном этапе производится комплексный сбор данных и их анализ. Цель этапа – полностью понять исходный материал и его условия работы.
Идентификация исходного материала
В качестве материалов большинства ключевых деталей эксплуатируемого предприятием оборудования и подпадающих под модернизацию или ремонт являются различные металлы и сплавы. Для определения конкретных марок металлов и сплавов необходимо определить их химический состав.
Проблематика данного процесса заключалась в том, что на предприятии изначально отсутствовало оборудование для определения химического состава металлов и сплавов. Для определения химического состава в подрядных организациях требовалась отправка образцов согласно требованиям лабораторий, а для этого было необходимо разрушать деталь и производить механическую обработку образца до необходимых размеров. Процесс финансово затратный и занимает очень много времени. При этом определенные детали, подвергаемые модернизации, невозможно разрушать, т.к. они находятся в рабочем состоянии и, как говорится, каждая на счету.
Специалистами технологической службы НИОКР компании ООО «БурСервис» был проанализирован рынок оборудования для определения химического состава металла и сплавов. Основные критерии, которым должен соответствовать прибор: способность определения химического состава без разрушения целостности детали, компактность и мобильность, простота в использовании. Результатом решения данного вопроса было приобретение высокотехнологичного прибора портативного рентгенофлуоресцентного анализатора (РФА).
Принцип работы РФА: прибор облучает исследуемый образец рентгеновскими лучами. Атомы образца возбуждаются и испускают вторичное (флуоресцентное) рентгеновское излучение, которое уникально для каждого химического элемента. Анализатор улавливает это излучение, расшифровывает его и показывает точный химический состав образца на экране прибора [8].
Анализатор оснащен интеллектуальной базой данных сплавов с более чем 1000 марками сплавов по стандартам основных металлургических стран мира, в том числе и по российским. Это позволяет очень быстро определить оригинальный сплав. За рубежом металлургическая промышленность коммерциализирована, поэтому изготавливается много специализированных сплавов, которые не вносятся в национальные стандарты. Если в исследуемой детали применен специальный сплав, то анализатор выдает только химический состав. Полученный анализатором химический состав специалисты НИОКР изучают и анализируют с целью определения марки оригинального сплава.
Определение свойств материала
При определении свойств материала больший интерес вызывает определение механических свойств материала: предел прочности, предел текучести, ударная вязкость, износостойкость. Исследование материала с целью определения его механических свойств подразумевает разрушение образцов, полученных из тела детали. Как упоминалось выше, разрушение деталей не всегда применимо, поэтому для оценки механических свойств специалисты в большинстве случаев используют косвенный метод – измерение поверхностной твердости в различных местах детали. Такой подход позволяет выявить основную твердость детали и поверхности с повышенной твердостью (поверхностное упрочнение).

Анализ функционала и условий работы детали
На завершающем этапе сбора данных по материалу у специалистов эксплуатирующего производственного подразделения уточняются:
После сбора всех данных наступает самый кропотливый и трудоемкий второй этап: выполняется поиск потенциальных аналогов и детальное их сравнение, и далее – оценка. Цель этапа – поиск отечественных материалов, которые потенциально могут заменить оригинал, после чего сравнить потенциальные аналоги между собой и с оригиналом, чтобы выбрать лучший.
Сначала по таблицам перекодировки зарубежных стандартов производится поиск прямых российских аналогов. Согласно таблицам таких вариантов может быть несколько. В ходе подбора вариантов рассматриваются также и варианты замены подобранных российских аналогов. В данной работе важно учитывать, что прямой аналог не всегда является оптимальной заменой! Он может иметь незначительные, но критичные отклонения в химическом составе или свойствах.
После работы по подбору прямых аналогов начинается работа по подбору аналогов по функциональному назначению детали с учетом условий, в которых она работает продолжительное время. Это самый творческий этап, однако без достаточных знаний будет затруднительно правильно подобрать аналог. Если прямого аналога нет или он не подходит, ищется материал с сопоставимыми или превосходящими свойствами, которые были определены на первоначальном этапе. Для поиска аналога используются базы данных российских производителей металлов, технические отраслевые справочники, научные журналы, проводятся консультации с инженерами-металловедами внутри компании, а также с представителями российских ВУЗов и научных центров.
После окончательного подбора всех вариантов аналогов проводится сравнительный анализ для определения одного или двух вариантов аналога, из которого будут произведены опытные образцы для опытно-промышленных испытаний (ОПИ).
Формируется несколько сводных сравнительных таблиц:
В результате анализа всех вариантов аналогов и с учетом всех накладывающихся ограничений (технологических, экономических и политических) побеждает вариант, который можно легко приобрести на рынке, обработать на большинстве российских машиностроительных предприятий, и который обеспечивает все эксплуатационные требования и максимально соответствует по химическому составу оригиналу. Этот материал утверждается аналогом для конкретной детали и допускается к изготовлению экспериментального образца. Изготовленные образцы деталей испытываются в составе изделий сначала на стендовых испытаниях, при положительных результатах допускаются к ОПИ. По результатам положительных испытаний отремонтированных или модернизированных деталей из материалов-аналогов, конструкторская документация утверждается и отмечается как возможная к применению. На этом трудоемкий и творческий процесс подбора аналога, требующий участия высококвалифицированных инженерных кадров и наличия высокотехнологичного оборудования, заканчивается.
Заключение
На примере компании ООО «БурСервис» продемонстрированы подходы, применяющиеся в процессе ремонта, модернизации, контроля и проектировании, в решении проблем поддержания флота оборудования для осуществления нефтесервисных услуг. Данные решения уже апробированы и успешно себя зарекомендовали.